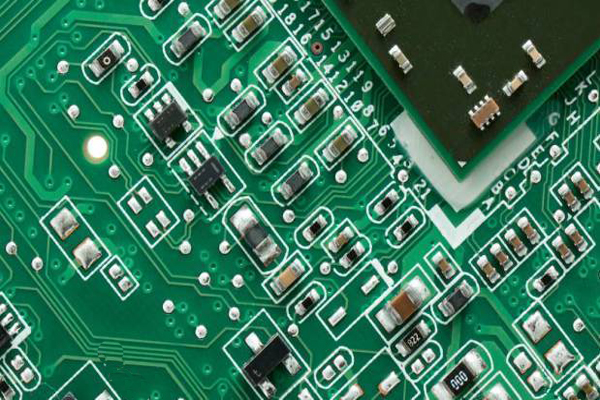
线路板阻焊为什么会有色差?如何解决?
线路板阻焊的常见颜色为绿色,具有防止空气氧化和方便电路元件焊接的作用,但在线路板阻焊生产的过程中,由于生产工艺及着色工艺的不稳定性,就可能导致线路板阻焊在颜色上出现差异,为了管控线路板阻焊的颜色品质,就可以使用色差仪来进行检测。
阻焊色差产生的原因:
1、批量板中部分板在生产过程中,有进行套印,套印后的板因阻焊厚度有其差异,导致与正常印刷的板产生颜色差异,出现颜色深浅现象。
2、板子在烤箱内放置不规范,导致板子局部受热不均,出现色差
3、印刷完阻焊的板子,在烘烤时,烘烤时间过长,导致阻焊受热烘烤过度,出现颜色变异。
4、绿色油墨及黄色油墨的板,在喷锡后,部分板子有返工,进行返喷锡,由于阻焊经高温的冲击会产生颜色变异,故导致返喷锡板阻焊颜色与正常板阻焊颜色产生色差。
5、到终检的板有部分因修理补油,终检再次烘板时间过长,导致板子阻焊与正常生产板阻焊颜色产生色差。
6、客户对阻焊颜色没有提出特别要求,由于绿色及黄色阻焊本身的特性,在制程中控制较大很大,易出现色差,故终检在检验时,未作管控,按正常板出货。
线路板阻焊色差管控方法:
为了准确的评定线路板阻焊的颜色差异问题,常常就会采用目测法和色差仪来进行测量。目测法就是直接通过人眼进行检测,这种方法通常要求在均匀的散射日光下或标准光源条件下,以规定的观察角度进行目视评定,衡量色差轻重程度,但是这种方法对于颜色检测并不精准,对于线路板阻焊颜色要求严格的厂家来说就可以使用色差仪。
色差仪作为颜色检测的精密仪器,它根据色度学的原理,对两个色源的颜色差异进行评定,通过数值定量表示线路板阻焊的色差程度,测量方便,精度高,用户直接就可以通测量的Lab数值判断线路板阻焊的色差问题。其中,L*为明度,+L*为白色方向,-L*为黑色方向。a*、b*为色度坐标,+a*为红色方向,-a*为绿色方向,+b*为黄色方向,-b*为蓝色方向,中心为无色。L*、a*、b*可由三相激发值x、y、z计算而得,△eab*值越小色差越小。
线路板阻焊色差预防方法:
1、板子若需返工阻焊,要求工序必须将原阻焊退洗掉,然后再按正常板生产流程重新进行阻焊印刷,不允许直接在印有阻焊的板上进行阻焊套印。
2、要求员工在放板时,必须严格按照工艺规定的烘板放置要求进行放置,使板子受热均匀,避免出现局部色差。
3、在烘板时,每一型号必须记录烘板时间和出板时间,当烘板时间达到后必须立即将板取出冷却。流程QA进行在线稽查。
4、规定喷锡返工只允许返喷锡一次,喷锡完后必须与原板子进行阻焊颜色对比,如果阻焊颜色产生明显差异,即作报废处理。
5、规定终检修理补油板再次烘板时必须进行烘烤时间记录,避免长时间烘板而导致阻焊颜色出现变异,产生阻焊色差。
6、若客户对阻焊颜色有特别要求,建议客户在制作说明中进行备注。
7、由于绿色及黄色油墨本身的特性,在制程中控制难度大,建议客户提供阻焊颜色差异接收标准,终检在出货时依标准进行出货管控。
推荐内容 Recommended
- PS808C咖啡色差仪05-21
- KS1210雾度计05-21
- PS401分光测色仪04-28
- PS301分光测色仪04-28
- 分光测色仪YS458204-23
- 咖啡、番茄色差仪PS808CT04-23
- 颗粒分光色差仪PS80804-23
- 大口径分光色差仪PS80904-23
相关内容 Related
- 什么是D65灯管?国标D65灯管对比09-22
- 色差标准值哪来的?色差标准值代表什么?12-28
- 标准光源光谱能量分布说明07-16
- 粉饼盒颜色测量靠肉眼?CR8实现粉饼盒颜色数字化05-15
- CIEDE2000(ΔE*00)色差公式及公式计算步骤11-28
- U35光源和U30光源有什么区别10-20
- 色差仪CIE94色差公式计算式形式及特点11-17
- 色差仪在药丸涂层颜色检测中的应用06-16
