纺织品的色差怎么理解?纺织品色差评定公式有哪些?
纺织品的色差是指纺织品标样与试样在色觉上的差异,它是明度差、彩度差和色相差的综合体现。可以通过色差仪等颜色检测仪器测量,并经过相应的色差公式计算而得到相应的色差数值。本文对纺织品的色差及纺织品色差计算公式做了介绍,感兴趣的朋友可以了解一下!

纺织品的色差怎么理解?
印染行业中出现的色差种类有边中色差、前后色差、原样色差、正反色差、色条、色花等多种类型。边中色差值的是织物中间的色相、色光、饱和度等因素与织物边界的颜色存在差异。前后色差值的是同一批被染色的织物,先染出的织物颜色与后染出的织物颜色存在较大差异。正反色差指的是织物正面颜色和织物反面颜色在染色过程中存在较大差异。
色差产生的原因主要有前处理效果不好,染色方面中的染料性质、染液配置、工艺条件等。
(1)前处理后形成的半成品中存在的疵点有时较为隐蔽,难以被直接查明,例如退浆效果不好,织物白度前后差别大,半成品中织物pH值过大等都可能影响染色效果。
(2)染液性质的影响,有些染料受热刺激后会变性,造成织物变色,除此之外,染液的配置,颜料的操作标准化规范化都对染液有影响,工艺参数的不稳定等因素都会形成色差。
(3)设备机器的影响,印染轧车的气压,油压发生变化会对颜色造成影响,比如织物染色时,左中右染液的含量不一样,造成色差发生变化,形成边中色差。
(4)织物的后整理,后整理对织物的色光影响很明显,扎光整理后色光艳度会发生较大变化,出现原样色差,即处理前后颜色发生改变。
因此需要对织物进行经常性的取样,检测色差等级以保障染色的均匀性及一致性。传统的人眼目视法工作太繁琐,机械的测色检测,使工人处于疲劳状态,而且测量的精度不高,因此我们就需要使用专业的测色仪器对纺织品的色差进行评价。
纺织品色差评定公式类型:
1.CIELAB色差公式
1976年,国际照明协会推出了基于 CIE1976L*a*b*颜色空间的CIELAB色差公式。表示如下:
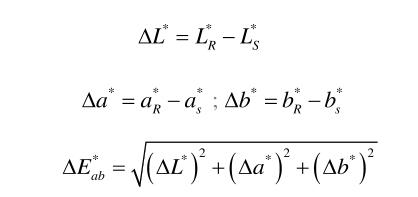
记标样为 S(standard),试样是 R(real)。L*表示明度;a*、b*为色度。△L*表示两个样品之间的明度差,△a*、△b*表示色度差,△E*ab表示总色差。其都可以用上面公式计算得到。
2.CMC色差公式
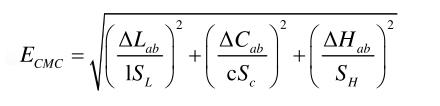
CMC色差公式引入了明度权重因子l和彩度权重因子 c,即是调节明度和彩度的相对宽容量,两者在纺织产品的质量控制多采用l:c=2:1。该色差公式的表达式为:
式中:

其中Lab.std,Cab.std,hab.std均为标准色样的色度参数。
3.CIEDE2000色差公式
CIE DE2000色差公式是年最新色差公式。该公式计算过程极其复杂,将更多的影响因素都考虑在内,其总式为:

其中各个符号的含义及计算过程如下:
第一步:根据计算CIELAB空间中的L*、a*、b*和C*ab的公式进行运算,如下式所示。
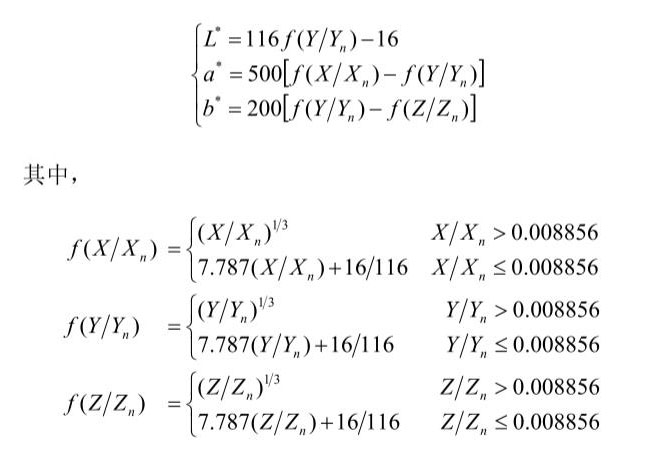
其中:C*ab=[(a*)2+(b*)2]1/2
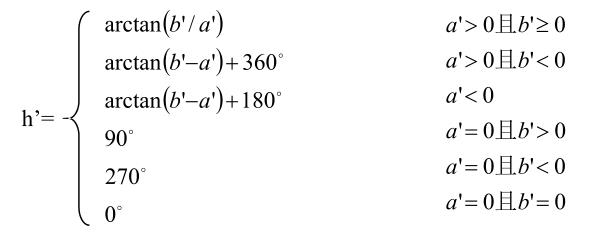
第二步:计算出a'、C'和h'。
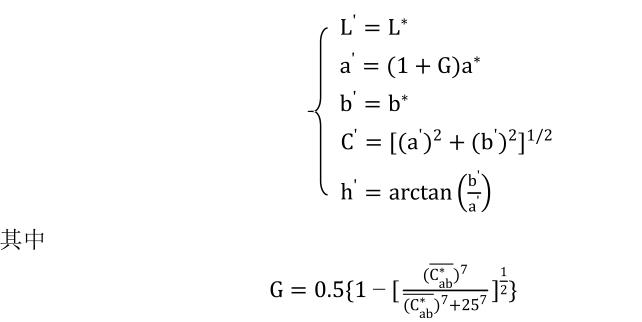
(C计算)是样品对中两个色样的算术平均值,在计算h'时,需要根据色调角所在象限即a'和b'的正负取值来确定,如下式。
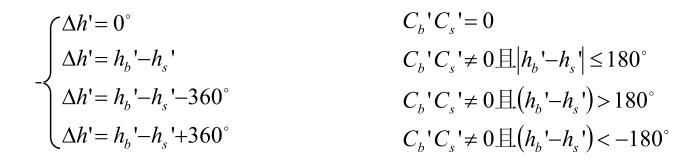
第三步:计算△L'、△C'、△H'。
第四步:计算CIEDE2000色差△E00。

其中:
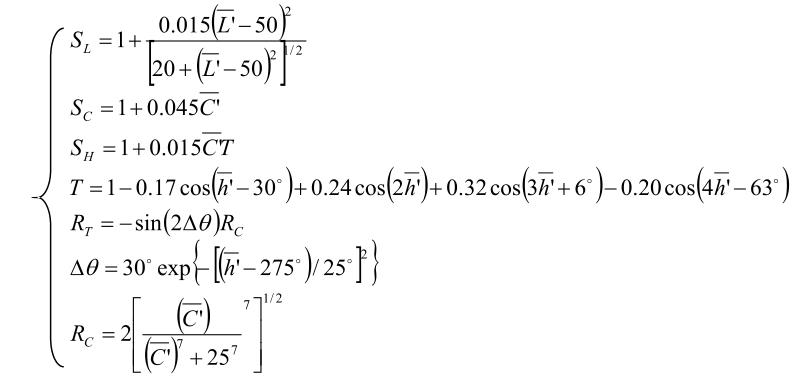
在上式中, 分别是样品对中两个色样L'、C'和h'值的算术平均值。在计算h'平均值时,若两个颜色的色调角位于不同象限里,需要特别注意,一面出错。因此,为了准确地计算平均色调角h',建议采用下列换算公式,如下所示:
分别是样品对中两个色样L'、C'和h'值的算术平均值。在计算h'平均值时,若两个颜色的色调角位于不同象限里,需要特别注意,一面出错。因此,为了准确地计算平均色调角h',建议采用下列换算公式,如下所示:
CIEDE2000 色差公式中的参数因子KL、KC、KH仍用于修正实际观测实验条件的变化,根据具体的色差评价环境条件,采用与前述相关色差公式中类似的方法进行分析和定义,因此沿用CIE94色差公式的参照条件,来确定CIEDE2000色差公式的参数因子KL=KC=KH=1。
推荐内容 Recommended
- PS808C咖啡色差仪05-21
- KS1210雾度计05-21
- PS401分光测色仪04-28
- PS301分光测色仪04-28
- 分光测色仪YS458204-23
- 咖啡、番茄色差仪PS808CT04-23
- 颗粒分光色差仪PS80804-23
- 大口径分光色差仪PS80904-23
相关内容 Related
- 什么是D65灯管?国标D65灯管对比09-22
- 色差标准值哪来的?色差标准值代表什么?12-28
- 标准光源光谱能量分布说明07-16
- 粉饼盒颜色测量靠肉眼?CR8实现粉饼盒颜色数字化05-15
- CIEDE2000(ΔE*00)色差公式及公式计算步骤11-28
- U35光源和U30光源有什么区别10-20
- 色差仪CIE94色差公式计算式形式及特点11-17
- 色差仪在药丸涂层颜色检测中的应用06-16
